
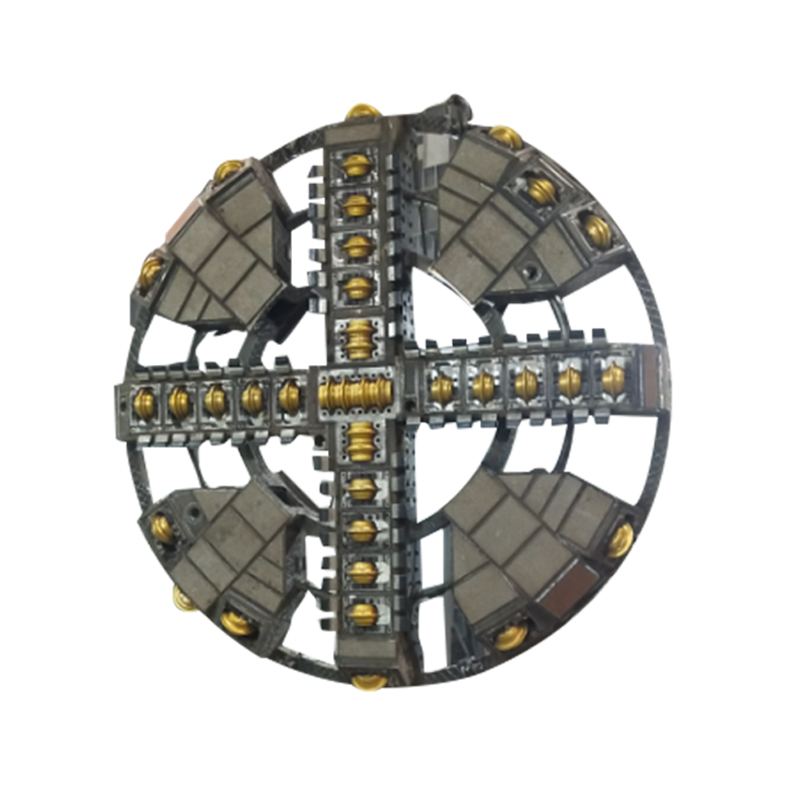
シールド マシンは、地下鉄トンネル、導水システム、地下道路の建設に使用される、現代のトンネルプロジェクトにおいて重要です。これらのマシンの中心となるのは、 カッターヘッド 、土や岩を切り裂く回転アセンブリ。カッターヘッドの構造コンポーネントは、多くの場合、 炭素鋼 、摩耗、衝撃、繰り返し荷重などの極度の機械的ストレスや環境ストレスにさらされます。彼らの 耐久性と長寿命 業務効率と安全性にとって不可欠です。これらの特性を強化する最も効果的な方法の 1 つは、 熱処理 .
カッターヘッド構造部品の炭素鋼について
炭素鋼は、その特性によりシールドマシンのカッターヘッドに広く使用されています。 強度、靭性、コスト効率 。炭素含有量に応じて、炭素鋼は低炭素鋼 (炭素 0.05 ~ 0.25%) から中炭素鋼 (0.25 ~ 0.60%)、および高炭素鋼 (0.60 ~ 1.0%) まで変化します。
カッターヘッドのコンポーネントには、中炭素鋼および高炭素鋼が好まれることがよくあります。 より高い硬度と優れた耐摩耗性 これは、研磨性の高い土壌や岩を切断するときに非常に重要です。しかし、炭素鋼のそのままの機械的特性は、極端なトンネル掘削条件には不十分であることがよくあります。ここが 熱処理 が登場します。
熱処理とは何ですか?
熱処理というのは、 金属を加熱および冷却する制御されたプロセス 特定の機械的特性を達成するため。熱処理により鋼の微細構造を変化させることで、硬度、靱性、強度、耐摩耗性を向上させることができます。
炭素鋼構造部品に適用される主な熱処理の種類は次のとおりです。
- アニーリング – 鋼を特定の温度に加熱し、ゆっくりと冷却して軟化させ、内部応力を緩和し、被削性を向上させます。
- 焼入れ – 硬度を高めるために、通常は水、油、または空気中で鋼を高温から急速に冷却します。
- テンパリング – 焼入れ鋼をより低い温度に再加熱して、硬度を維持しながら脆性を軽減します。
- 正規化 – 鋼を加熱して空冷して結晶粒構造を微細化し、均一性と靭性を向上させます。
- 表面硬化(肌硬化) – 浸炭、窒化、高周波焼入れなどの技術により、 硬質耐摩耗性表面 タフなインテリアを維持しながら。
各方法は、その役割、応力暴露、必要な機械的特性に応じて、カッター ヘッドの特定の構造コンポーネントに合わせて調整できます。
熱処理により耐久性が向上する理由
カッターヘッド構造部品の耐久性は、その機能に依存します。 摩耗、衝撃、疲労に強い 。熱処理により、次のようないくつかの点で耐久性が向上します。
1. 硬度と耐摩耗性の向上
作業中のカッターヘッドコンポーネントの経験 土、砂、岩の粒子による摩耗 。鋼の表面が硬いほど、この摩耗に強くなります。たとえば:
- 焼入れとそれに続く焼き戻しにより、鋼の微細構造が変化します。 焼き戻しマルテンサイト 、硬度と脆性の軽減を兼ね備えています。
- 表面硬化技術など 高周波焼入れ または 浸炭 表面に硬い層を作り、芯の強さを保ちます。これは特に次の場合に役立ちます。 歯、カッティングディスク、接触面 カッターヘッドに。
2. 靭性の向上
純粋に硬い材料は脆く、衝撃を受けると割れやすい場合があります。熱処理により硬度と靱性のバランスが取れます。
- テンパリング 鋼材が十分な硬度を維持しながら、突然の衝撃に対する耐性が向上します。
- 正規化 結晶粒構造を微細化し、破壊することなくエネルギーを吸収する鋼の能力を向上させます。
この組み合わせは、カッターヘッドの構造部品にとって重要です。 継続的な摩耗と突然の衝撃の両方 岩や硬い土の層にぶつかったとき。
3. 内部応力の低減
などの製造工程 溶接、鍛造、機械加工 鋼部品に内部応力を導入します。これらのストレスは次のような問題を引き起こす可能性があります。 歪み、亀裂、または早期疲労破壊 .
熱処理はこれらの応力を緩和します。 応力除去焼鈍 、部品の寸法を安定させ、長期信頼性を向上させます。
4. 耐疲労性の向上
シールドマシンカッターヘッド部品の加工 周期的荷重 カッターは高いトルクと圧力を受けて回転します。疲労破壊は、特にシャフト、ディスク、サポート フレームでよく見られる問題です。
- 適切な熱処理により鋼の粒子構造が微細化され、悪影響を与える微細構造欠陥が除去されます。 亀裂の開始点 .
- 表面硬化が強化される 耐接触疲労性 繰り返しの切断動作に不可欠です。
カッターヘッドコンポーネントの一般的な熱処理プロセス
カッター ヘッドのさまざまな部分には、その機能に応じて異なるアプローチが必要です。
カッターディスクと歯
- 高い硬度と耐摩耗性 重要です。
- プロセス: 焼き入れ焼き戻し、または高周波焼き入れ。
- 利点: 硬い表面は摩耗に強く、丈夫な芯は衝撃時の破損を防ぎます。
シャフトとハブの構造
- 強度と靭性 極端な硬さよりも重要です。
- プロセス: 正規化または応力除去焼きなまし。
- 利点: ねじり荷重や繰り返し荷重による亀裂のリスクを軽減します。
溶接フレームとサポートアーム
- ストレス解消が鍵 溶接後の歪みを防ぎます。
- プロセス: 適度な温度での溶接後熱処理 (PWHT)。
- 利点: 寸法安定性を確保し、疲労寿命を向上させます。
軸受面と結合面
- 耐摩耗性と耐摩擦性 が優先事項です。
- プロセス: 肌焼きまたは表面窒化処理を施します。
- 利点: スライドまたは回転インターフェイスの耐用年数を延ばします。
熱処理を実施する際の実際的な考慮事項
熱処理により耐久性が向上しますが、その効果は次のようないくつかの要因を注意深く制御することにかかっています。
-
素材構成:
- 炭素含有量、合金元素、および不純物は、熱処理に対する応答に影響します。
- クロム、モリブデン、マンガンなどの合金元素により、焼入性と耐摩耗性が向上します。
-
温度制御:
- 正確な加熱速度と冷却速度が不可欠です。冷却が速すぎる、または冷却が不均一であると、亀裂、反り、残留応力が発生する可能性があります。
-
焼入れ Medium:
- 鋼種や希望する硬度に応じて、水、油、空気を選択します。
- 高炭素鋼は、過度の脆化を避けるために油焼き入れを必要とすることがよくあります。
-
テンパリング Schedule:
- 適切な焼き戻し温度により、硬度と靭性のバランスが取れます。
- 過剰な焼き戻しは耐摩耗性を低下させます。焼戻しが不十分だと脆性が増大します。
-
処理後の検査:
- 硬度試験、微細構造分析、寸法検査により、熱処理された部品の品質が検証されます。
-
コーティングとの統合:
- 熱処理された表面を耐腐食層または特殊な潤滑剤でさらにコーティングして耐用年数を延ばすことができます。
熱処理されたカッターヘッド部品の利点
適切に熱処理された炭素鋼構造コンポーネントは、具体的な利点をもたらします。
- 延長された耐用年数: コンポーネントの寿命が長くなり、交換が必要になるため、ダウンタイムが削減されます。
- より高い運用効率: 硬くて耐摩耗性の高い表面により、研磨性の高い土壌でも切断性能が維持されます。
- メンテナンスコストの削減: 修理や部品交換の頻度が減るため、運用コストが削減されます。
- 安全性の向上: 耐久性のある部品は突然の故障のリスクを軽減し、作業者と機器を保護します。
- 最適化された材料性能: 熱処理により、高価な合金材料を過剰に使用することなく、鋼は特定の機械的特性要件を満たすことができます。
共通の課題と解決策
熱処理は非常に効果的ですが、次のような課題があります。
- 大型部品の歪み: シールドマシンのカッターヘッドは巨大です。不均一な加熱または冷却により、部品が歪む可能性があります。 解決策: 均一な加熱炉と制御された冷却システムを使用します。
- 過剰硬化による脆さ: 過剰な焼入れは亀裂を発生させる可能性があります。 解決策: 適切な焼き戻しと制御された冷却速度を採用します。
- 一貫性のない微細構造: 鋼の組成が異なると、特性が不均一になる可能性があります。 解決策: 認定された鋼種を使用し、組成を注意深く監視してください。
- 溶接アセンブリとの統合: 熱処理は、以前に溶接された部分に影響を与える可能性があります。 解決策: 溶接後の熱処理を行って残留応力を軽減します。
結論
熱処理というのは、n essential process for の耐久性を高める シールドマシンカッターヘッド炭素鋼構造部品 。エンジニアは、焼き入れと焼き戻し、焼きならし、表面硬化など、適切な処理方法を慎重に選択することで、硬度、靱性、耐摩耗性の最適なバランスを達成できます。
コンポーネントの寿命が長くなり、メンテナンスが減り、運用効率が向上し、安全性が向上するという利点は明らかです。ただし、これらの利点を達成するには、 温度、冷却速度、材料品質の正確な制御 、治療後の検査も行います。
シールド機械が高い応力と摩耗条件下で動作するトンネルプロジェクトでは、熱処理された炭素鋼構造部品は利点があるだけでなく、 信頼性とコスト効率の高い運用に不可欠 .







